
Pagina Prima > Producta > Machina Faciens Lagenam > Machina Sufflando Formandi > Automatice





Analytica Libera – Loquere cum Ingineriis Nostris Nunc
Inquisitio4 Cavitates Completa Automatis Formae Machina
In crescendo et competitivo potu et succo industriae, processus confectionis non solum est ultimus gradus, sed etiam factor clavis qui rem pertinet ad productum attractionem, vitam in mensa et valorem brand. Nostre PET automatica machina sufflando formandi praestabit industriam mutationem, integrans praecisa innovativa technologica, intelligentia automatis et sustinibilitas features ut redefiniat standard praeformae productionis pro modernis manufacturis potus.
1. Innovativa technologia, disrumpens limites performance
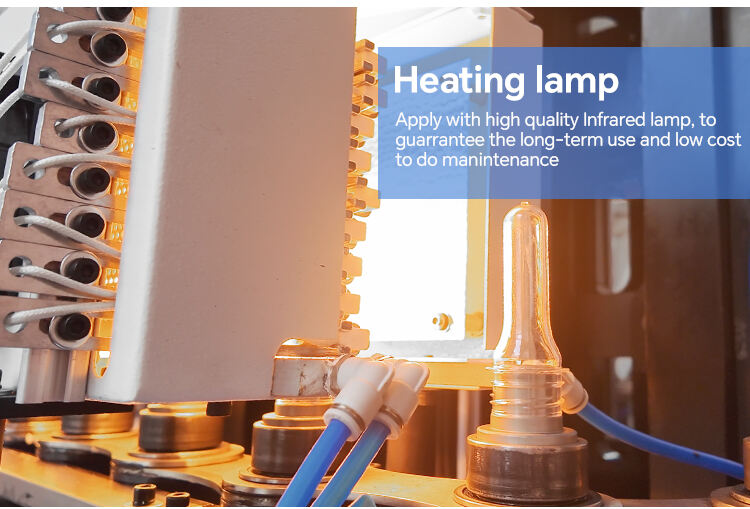
Hoc automatisma PET ad flatum formandi praeparatum est cum systemate mixto innovativo calefactionis-streptionis-sufflationis. Hoc integratum systema combinet beneficia diversarum methodorum calefactionis, ut radiantis infrarubri et circulationis aeris calidi, ut rapidam et uniformem calefactionem praeformae consequatur. Modulus intelligentis controlis calefactionis potest analysare proprietates materiae, magnitudinem et velocitatem productionis praeformae in tempore reali, et secundum quamquam praeformam regulat intensitatem et tempus calefactionis. Propter hoc, efficientia calefactionis melioratur per triginta centesimas, et consumptio energiae durante processu calefactionis significative minuitur.
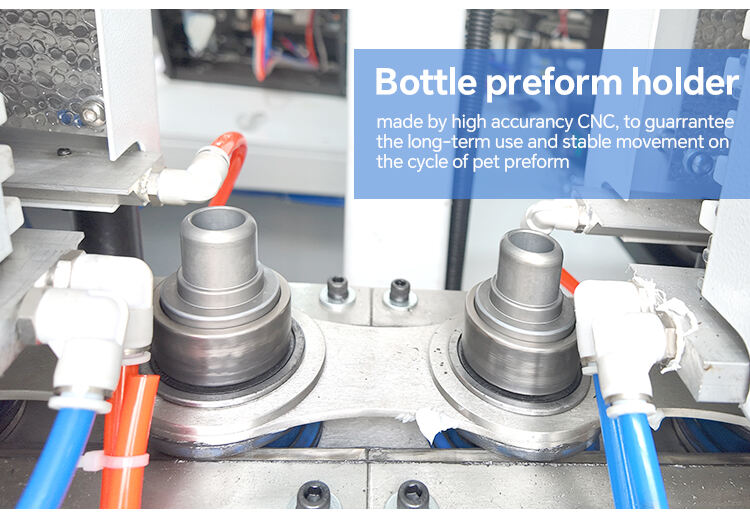
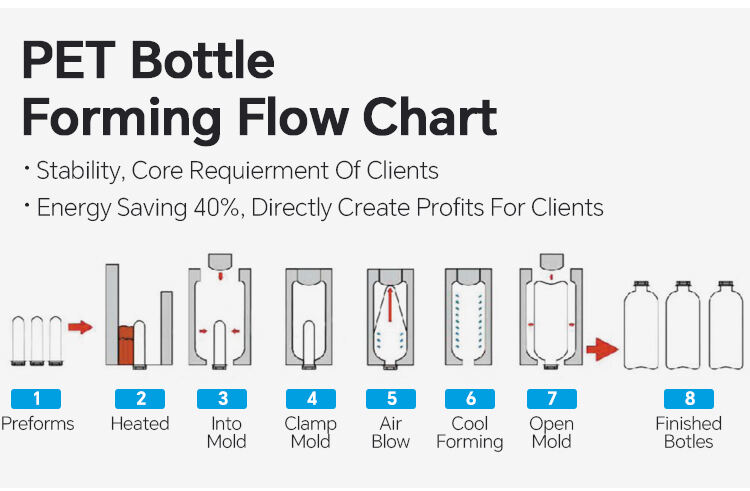
Mecanismus distensionis variabilem velocitatem et variabilem vim designat. Aliter quam in traditionibus fixarum parameterum distensionis, machina nostra potest adjustare velocitatem distensionis et vim distensionis secundum specificas necessitates designis butyri. Exempli gratia, cum producimus butyrum tenuis parietis aut formae complexae, processus distensionis potest accurate calibrari ut certus fiat distributio plasticus aequaliter et vitet attenuatio aut fractura. Haec accurata regula processus distensionis meliores proprietates mechanicarum butyri praebet, cum resistendo impetu 25% maiore et fortitudine tractilis 20% maiore quam butyro producto ab machinis conventionalibus. Unitas formandi flatu systema aeris alti pressionis et alti fluxus utitur. In processu formandi flatu, pressio aeris et fluxus accurate regi possunt ut butyrum cum dimensionibus exactis et superficiibus laevis producantur. Designium unicum refrigerandi aeris formae adiuvat plasticum citius solidificare, tempus refrigerandi abbreviat per 20%, et totalem circulum productionis meliorat.
2. Alta efficiencia et conservatio energiae, ducens ad productionem viridem
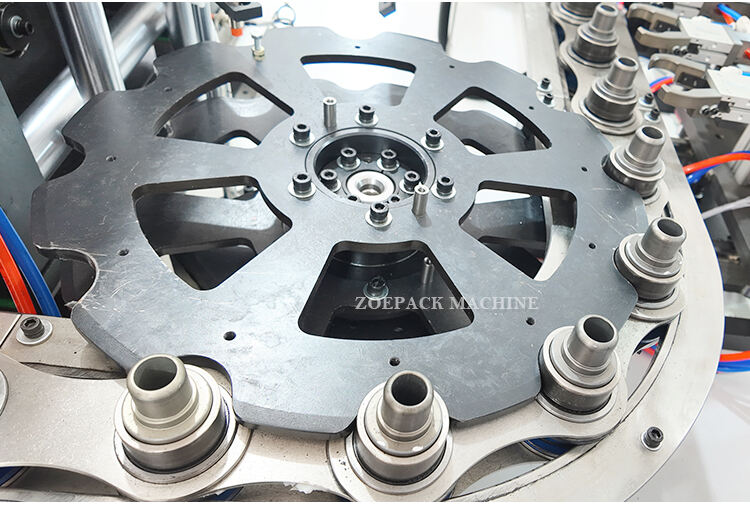
Petra nostra machina plasmatica tota automata ad magnam productionem concepta est, cum exitu usque ad [X] phialarum per horam, secundum magnitudinem et complexitatem phialis. A cargatione praeformae ad descargationem phialis, linea productiva tota automata est sine intermissione. Systema altocursivum praeformae potest tractare [X] praeformas per minutum, continuae offerentis materiam pro processibus calefactionis et sufflationis.
Economia energetica est focus in designo machinarum nostrum. Componentes servo-motore acti, sicut systema constringens, mechanismus extendens et fascia transportans, consumunt solum necessarium vim. Comparatum cum machinis traditionaliter hydraulice tractatis, machina plenaria PET ad formandum perflationem potest reducere consumptio energie per 40%. Praeterea, systema recuperandi calorem residuum potest recolligere calorem generatum durante calefaciendo et refrigerando et id ad praecaecandam plantam vel alias operationes auxiliares uti, ulterius meliorando efficientiam energie totalis.
Designus modularis et compactus apparatus insimul iuvat economizare spatium in officina productionis. Comparatum cum modellis similibus, habet minus vestigium et facile potest integrari in lineas productionis iam existentes, maximam usum spatio factoriae faciendo et costus mutationum dispositionis factoriae minuendo.

| ParametriTechnici | ZPA-1L-2 | ZPA-2L-2 | ZPA-1L-4 | ZPA-2L-4 | ZPA-1L-6 | ZPA-2L-6 | |
| Cavitas | 2 | 2 | 4 | 4 | 6 | 6 | |
| Host Machina Parametrum |
Vis Comprimens | 35000 | 45000 | 48000 | 48000 | 56000 | 65000 |
| Iter Formae | 90 | 110 | 90 | 125 | 90 | 125 | |
| Via Baculi Extensibilis | 300 | 400 | 260 | 330 | 260 | 330 | |
| Iter Fundum Botatis | 50 | 50 | 50 | 50 | 50 | 50 | |
| Spatium inter Buticas | 76.2 | 114.3 | 76.2 | 114.3 | 76.2 | 114.3 | |
| Numerus Preformae Butyri | 66 | 52 | 95 | 82 | 106 | 92 | |
| Producta Parametrum |
Maxima Capacitas | 660 | 1500 | 600 | 1500 | 600 | 1500 |
| Altissimus Corpusculi Altura | 260 | 330 | 260 | 330 | 260 | 330 | |
| Diametrus Maximi Corporis Lagonis | 68 | 105 | 68 | 105 | 68 | 105 | |
| MaxButyrum Altitudo Praeformae |
100 | 140 | 100 | 140 | 100 | 140 | |
| Maximus Lago Diameter Oris |
38 | 38 | 38 | 38 | 38 | 38 | |
|
Eleetrical Parametrum |
Capacitas | 2500 | 2000 | 4500 | 4000 | 7200 | 6000 |
| Cantitas Fornacis Calefactionis | 2*2 | 4*4 | 4*4 | 5*5 | 4*4 | 5*8 | |
| Cantitas Lampadum Calefactionis | 2*8 | 4*8 | 4*7 | 5*9 | 4*8 | 5*9 | |
| Configuratio Potentiae Calefactionis | 32 | 48 | 42 | 72 | 64 | 90 | |
| Totalis Potentia Capacitas | 32 | 48 | 42 | 72 | 64 | 90 | |
| Voltage | 380V50HZ | 380V50HZ | 380V50HZ | 380V50HZ | 380V50HZ | 380V50HZ | |

| Aeris fons Parametrum |
Pressio Operativa | 0.7-0.9 | 0.7-0.9 | 0.7-0.9 | 0.7-0.9 | 0.7-0.9 |
| Pressio flandi | 2 5-3.0 | 2 5-3.0 | 2 5-3.0 | 2 5-3.0 | 2 5-3.0 | |
| Consumptio Capacitatis Aeris | 2.4/30 | 2.4/30 | 3.6/30 | 3.6/30 | 5.0/30 | |
| Potentia Totalis | 30 | 30 | 45 | 45 | 60 | |
| Parametri Frigoris Chiler | Temperatura | 9-13 | 9-13 | 9-13 | 9-13 | 9-13 |
| Pressio | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | |
| Potentia Aestimata | 3 | 3 | 5 | 5 | 5 | |
| Dimensio | Machinae Hospitis Magnitudo | 2700*1800 | 3300*1800 | 3900*1800 | 4800*2200 | 4200*2100 |





1. stabile et accurate currente in alta velocitate, adoptat magis stabilem et praecipuam microcomputatoris systema controlis PLC.
2. processus productivus plene automatizatus est, cum praemiis investmenti modici, altae efficientiae, facile operationis, simplici maintenance et securitate.
3. aptus ad productionem flexibilem quantitatis et diversarum formarum butyrum, lata applicandi varietas, satisfaciens necessitatibus clientium.
4. manuales et automaticae methodus operationis, interfacia hominis et machinae controlis. simplex operatio.
5. systema transmissionis servoi, alta accuracies positionis, celeritas stabilitatis et bona fides.
6. minusquam 0.2% scapus finitus pro lagenis completis.




